
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Gaasirõhu mõju laserlõikamise pinna kvaliteedile
2025-02-26
Laseri lõikamise tehnoloogiat kasutatakse laialdaselt erinevates valdkondades, kuna selle eelised, näiteks ülitäpsus ja kõrge efektiivsus. Kuid kas teate, et gaasirõhu suurus laseri lõikamise ajal on lõikeosale ülioluline?
Laserlõikamine kasutab metalli kohese aurustamiseks laseri suurt energiat ja kasutab lisagaasi, et lõike lõpuleviimiseks räbu puhuda. Lõikegaas ei aita mitte ainult soojust hajutada ja põlemist abistada, vaid puhub ka sulaplekid ära, et lõikeosa oleks sile. Kuid kui gaasi rõhk muutub, on lõikeosa ka erinevad olekud.
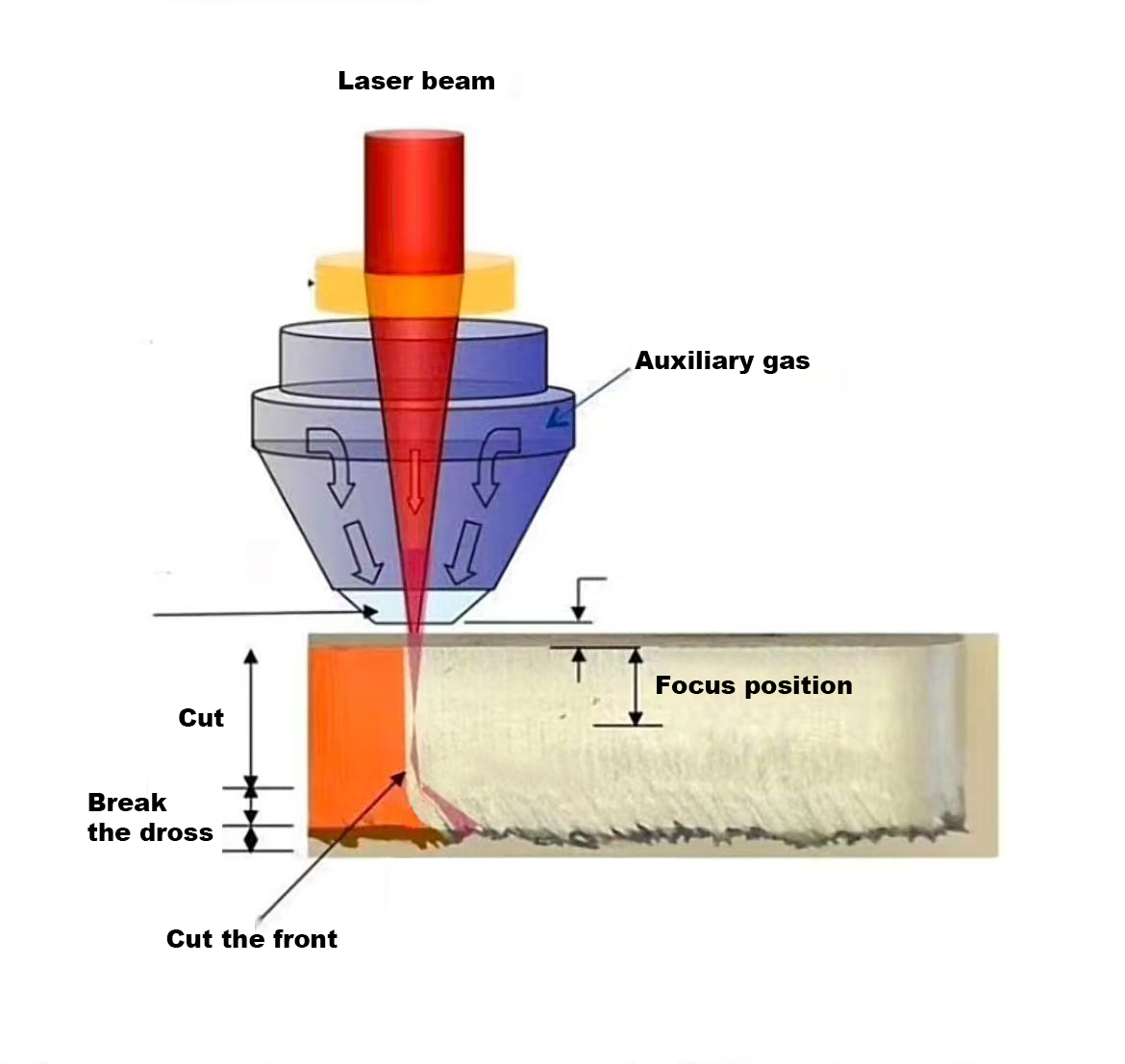
Kui lõikegaasi rõhk on liiga madal, ei saa lõikeprotsessis olevat räbu tõhusalt ära puhuda, mille tulemuseks on mõned sulaplekid tooriku põhjas. Pärast jahutamist moodustavad need sulaplekid Burrs, mõjutades lõikepinna sujuvust ja vähendades lõikekvaliteeti. Lisaks võib liiga madal gaasirõhk raskendada ka laserkiirele materjali tungimist, perforatsiooniaega suurendada ning seeläbi vähendada tootmise efektiivsust ja lõikamiskiirust. Pikas perspektiivis ei mõjuta see mitte ainult lõikamise täpsust, vaid põhjustab ka tooriku pinnal sulasid, süvendades veelgi lõikekvaliteedi probleemi.

Teisest küljest, kui lõikegaasi rõhk on liiga kõrge, võib lõikeosa tunduda kare ja lõikeõmbluse laius. Liigne gaasirõhk põhjustab lõikepiirkonnas liigset puhumist, põhjustades lõikepinna osalise sulamise, mõjutades sellega lõikepinna tasasust ja muutes ideaalse lõikeosa moodustamise keeruliseks. Eriti läbitungimispunktis süvendab liigne gaasirõhk sulamist, mille tulemuseks on suurem sulamistemperatuur, mõjutades veelgi lõikamise kvaliteeti.

Tegeliku laseri lõikamisprotsessis tuleb gaasi rõhu juhtimist täpselt reguleerida vastavalt materjali tüübile, paksusele ja lõikenõuetele. Erinevatel materjalidel on gaasisurvele erinevad nõuded. Näiteks tavalise süsinikterase lõikamisel väheneb vajalik lõikamisgaasirõhk materjali paksuse suurenemisel suhteliselt; Roostevabast terasest materjalide puhul peaks lõikegaasi rõhk vastavalt materjali paksuse suurenemisel vastavalt suurenema. Gaasirõhku mõistlikult reguleerides saab lõikeprotsessi ajal jääkplekeid või liigset sulamist tõhusalt vältida, tagades sellega, et lõikepind on sile ja peen ning vastab tootmisstandarditele.

Täpse gaasirõhu reguleerimise tehnoloogiaga Huawei laserLehtmetallist laserlõikamismasinsaab gaasirõhku automaatselt optimeerida vastavalt erinevate materjalide vajadustele, et tagada lõikeprotsessis kõrge tõhusus ja täpsus.



