
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

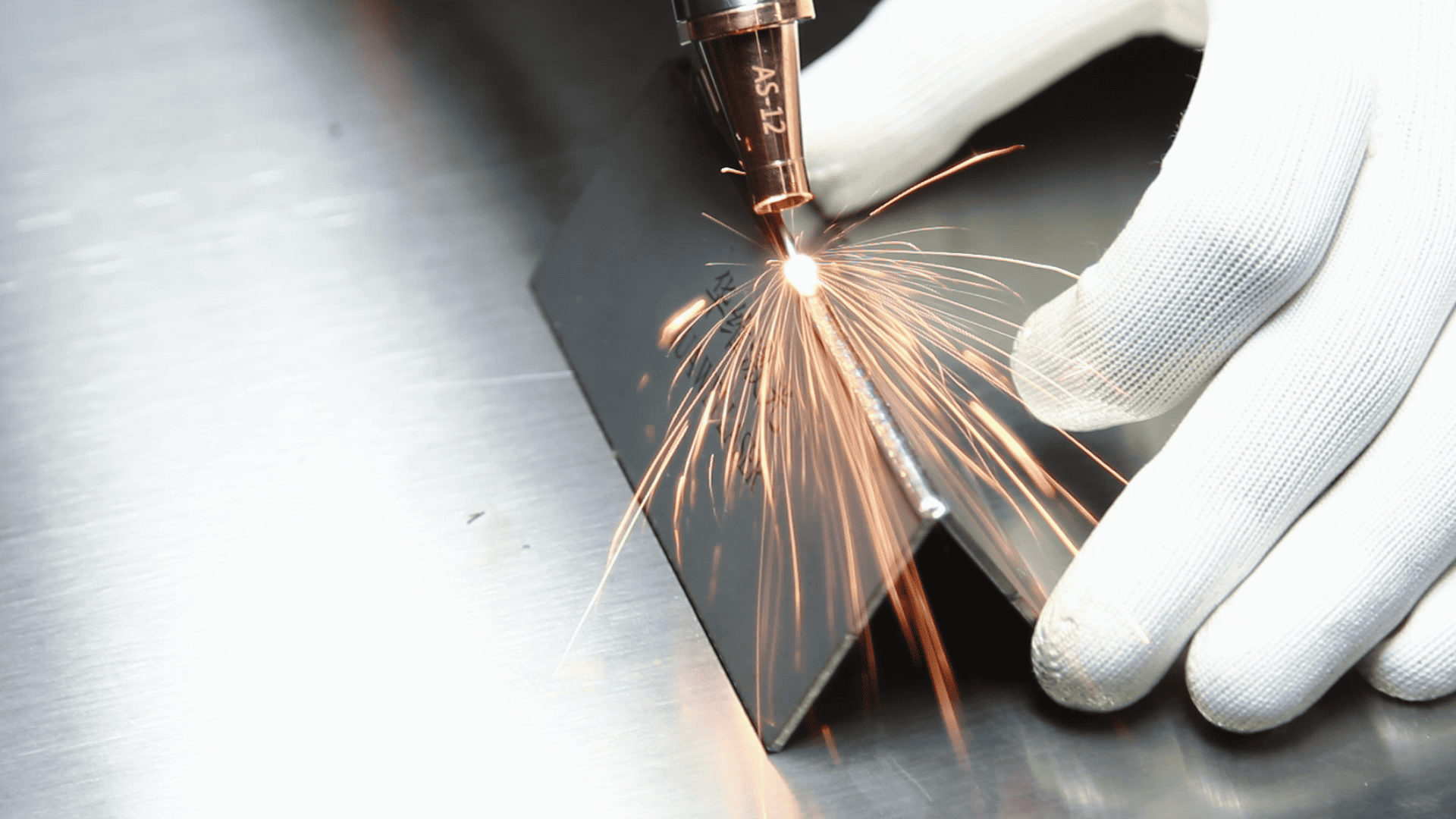
Laserkeevitamise tavaliste väärarusaamade analüüs
Tööstuslikus tootmises on laserkeevitamine kriitiline protsess, mille kvaliteet mõjutab otseselt toote ohutust ja töökindlust. Kuid operaatorid satuvad sageli tavalistesse lõksudesse, mis kahjustavad keevitamise terviklikkust, põhjustavad ohutusohte ja häirivad tootmist. Allpool lahkame kümme levinud laserkeevitamise väärarusaamu, et aidata spetsialistidel riske leevendada ja protsesside kvaliteeti parandada.
Esaldusi 1: kõrgem/madalam vool on alati parem?
Probleemide analüüs: praegune kontroll on pöördeline. Liigne vool koormab keevitusvööndit, põletades läbi alusmaterjali ja luues 凹陷 (mõlked), nõrgestades konstruktsiooni tugevust. Ebapiisav vool ei sula täitematerjali piisavalt, põhjustades 假焊 (külmad liigesed) ja varjatud ohutusriskid.
Parimad tavad: optimeerige voolu materjali paksuse ja elektroodi/traadi tüübi põhjal. 3mm terasest plaatide φ2,5 elektroodidega kasutage suunisena 90–110A, kuid brändispetsiifiliste parameetrite saamiseks vaadake alati keevitaja käsiraamatut.
Vigand 2: Weld-eelse puhastamise tähelepanuta jätmine
Väljaannete analüüs: õli-, rooste- või oksiidikihid toimivad tõketena. Need saasteained aurustuvad keevitamise ajal, moodustades 气孔 (poorid) või räbu lisamise ajal, mis nõrgenevad 焊缝 (keevisõmblused).
Parimad tavad: jahvatage pinnad põhjalikult metalliliseks 光泽 (läige), kasutades nurgaveskid või traadipintsleid. Ohustage õlivabade pindade jaoks atsetooniga.
Vigand 3: juhuslikud elektroodinurgad
Juhtumianalüüs: tasase keevitamise korral destabiliseerivad nurgad> 80 ° sula basseini, põhjustades ebaühtlast helmeste moodustumist.
Õige tehnika:
Lamekeevitus: kallutatud elektroodid 70 ° –80 ° tahapoole stabiilsete kaarede ja ühtlase soojuse jaotuse tagamiseks; Kasutage ühtlast lineaarset liikumist.
Vertikaalne keevitus: säilitage siksakilise võnkega 60 ° –70 ° ülespoole suunatud nurgad ja servades lühikesed pausid, et vältida 咬边 (alalõike).
Eksiarvamus 4: seadmete ülevaatuste vahelejätmine
Riskid: Gaasilekked varjestatud keevituses võimaldavad hapniku/lämmastiku infiltratsiooni, oksüdeerides 焊缝. Lahtised jahvatatud kaablid suurendavad takistust, põhjustades ebakorrektseid kaareid või tulekahjusid.
Protokoll: igapäevased kontrollid maandumise, kaabli isolatsiooni ja gaasisilindri rõhu kohta (gaasi varjestatud keevitamiseks).
Vigand 5: mittestandardne kaitsevarustus
Ohud: kaarekiirgus põhjustab fotokeratiiti; Sädemed põlevad nahka; Suitsud põhjustavad pneumokonioosi.
Kohustuslik PPE:
Automaatne pistmine kiivrid (DIN11+).
Leekikindlad ülikonnad + nahast kindad.
Ventilatsioonisüsteemid või sertifitseeritud respiraatorid.
Vigastus 6: sobimatud alus- ja täiteained
Kriitiline viga: roostevabast terasest süsinikterase elektroodide kasutamine kiirendab korrosiooni 焊缝 juures.
Juhised:
Sobitada keemilisi kompositsioone (nt q235 teras E4303 elektroodidega).
Veenduge ülitugevate teraste mehaaniline samaväärsus.
Vigastus 7: kontrollimatud vahepalade temperatuurid
Defektid: mitmekihiliste keevituste terade liigne kuumus ja põhjustab deformatsiooni.
Juhtimismeetodid:
Jälgige vahepalade tempot (150–250 ° C) infrapunatermomeetritega.
Soojuse ühtlase jaotuse kasutamine kasutage Skip Welding.
Eksiarvamus 8: ketijärgse ravi ignoreerimine
Varjatud riskid: räbu 残留 (jääk) soodustab korrosiooni; Jääkpinge põhjustab pragusid.
Protseduur:
Eemaldage räbu hambumishaameritega; Poolaga traadiharjadega.
Kriitiliste komponentide jaoks rakendage stressi reljeefide lõõmutamine.
Eksiarvamus 9: ühe tehnika ülemäärane sõltuvus
Piirangud: Ainuüksi tasased keevitusoskused ebaõnnestuvad torude keevitamisel, mis viib 焊瘤 (kattumiseni) või mittetäieliku sulandumiseni.
Treening: vertikaalne, horisontaalne ja üldkulude keevitamine; Harjutage kaare purustamist (piitsutamist) ja poolkuu kudumist.
Vigastus 10: keskkonnategurite tähelepanuta jätmine
Keelatud stsenaariumid: vihm kutsub esile vesiniku praod; Piiratud ruumid lõksu mürgised aurud.
Nõuded:
Säilitada õhuniiskus <85%; Kasutage tuuleiilide jaoks tuulevaikusid> 2m/s.
Hoidke vett alumiiniumist/magneesiumisulamitest eemal.
Huawei laser tuletab teile meelde: täpne keevitamine, tipptase kõigepealt! Huawei Laser soovitab keevitusprobleemide ületamises tööstusharude võimaldamine 1500W–3000W intelligentne pihuarvuti laserkeevitaja seeria, projekteeritud roostevabast terasest, süsinikterasest ja alumiiniumsulamitest. Reaalajas läbitungimise jälgimise ja adaptiivse parameetrite reguleerimisega lihtsustab see kaasaskantav süsteem keerulisi protsesse, kõrvaldab traditsioonilised vead ja suurendab tootlikkust.
Võtke ühendust Huawei laseriga:
E -post: Huaweilaser2017@163.com | Ametlik veebisait: www.huawei-laser.com
MÄRKUS. See tõlge säilitab peamised tehnilised terminid hiina keeles (ingliskeelsete seletustega), et tagada selguse selgus globaalsetele spetsialistidele. Konkreetsete toimingute jaoks järgige alati seadmete tootja juhiseid.


